
窄间隙焊接是焊接厚板的一种高效率、高质量焊接技术。其主要特征是采用通常的自动电弧焊方法,对厚大焊件采用I形坡口和小的或中等的线能量进行多层焊,具有节省焊件坡口加工费用、提高劳动生产率、改善焊接接头质量、节约金属和电能消耗等优点。
目前在焊接生产中熔化进窄间隙熔化极氩弧焊使用最广泛,因为它具有明弧、不需清渣、生产率高、可对环缝进行连续焊接等优点,不仅可以焊接碳钢和合金结构钢,也可用于焊接铝合金。图3-30为窄间隙焊接接头与普通焊接接头坡口示意图,图3-31为窄间隙熔化极氩弧焊示意图。
根据所选焊丝粗细和焊接线能量大小可将熔化极窄间隙氩弧焊分为细焊丝窄间隙焊接和粗焊丝窄间隙焊接两种。
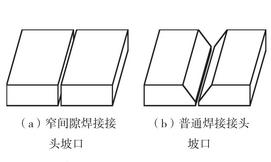
图3-30 窄间隙焊接接头与普通焊接接头坡口示意图
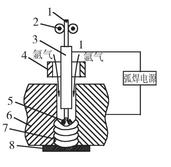
图3-31 窄间隙熔化极氩弧焊
1—焊丝;2—送丝轮;3—导电杆;4—保护罩;5—电弧;6—焊件;7—焊缝;8—衬垫
一、细焊丝窄间隙焊接工艺
这种方式采用的焊丝直径为0.9~1.2mm,坡口间隙为6~9mm。由于电弧功率小,输入焊件的线能量低,这对于控制熔池与焊缝金属成分、减小焊缝体积与焊接应力变形、改善焊道之间的预热与回火作用均较为有利。所以在焊接大厚度高强钢方面得到应用。为了提高生产效率,通常采用双丝或三丝,焊丝间距为50~300mm,每根焊丝有单独的送丝系统、控制系统和焊接电源。
细丝窄间隙焊多采用富氩气体保护,如Ar+CO2混合气体,即采用MAG焊,由于二氧化碳含量过多会增加金属飞溅,所以一般二氧化碳含量不大于20%,焊接时应合理地选定焊接工艺参数和保证合适的匹配关系,以保证获得稳定的电弧和熔滴过渡特性。
在细丝熔化极窄间隙氩弧焊时,为了保证两侧壁熔合良好,通常采用各种工艺措施,以达到使电弧沿坡口宽度方向摆动或旋转的目的,生产中的工艺方法主要有焊丝变波浪形窄间隙MAG焊、麻花焊丝窄间隙MAG焊、折曲焊丝式窄间隙MAG焊、肘摆式窄间隙MAG焊和高速旋转电弧窄间隙MAG焊。
焊丝变波浪形窄间隙MAG焊(图3-32)是向坡口宽度方向连续送入波浪形弯曲焊丝,从而使电弧摆动,再依靠焊接电源、气体压力来控制焊道表面形状;麻花焊丝窄间隙MAG焊(图3-33)是利用两根绕在一起的焊丝(麻花焊丝)使电弧进行旋转运动,这样就可以防止坡口侧面产生为焊透。
折曲焊丝式窄间隙MAG焊(图3-34)把普通焊丝送进相当辊轮部位的一对特殊形状的齿
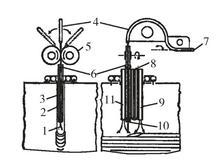
图3-32 焊丝变波浪形窄间隙MAG焊
1—焊丝;2—焊枪;3—坡口;4—摆动板;5—送丝轮;6—导电管;7—焊丝进口;8—冷却水;9—后喷嘴;10—导电嘴;11—前喷嘴
轮,这对齿轮不但能使焊丝变成所要求的形状,并使焊丝成弯曲变形,从而可使焊接电弧向坡口两侧方向高速摆动,因而使坡口两侧能够完全焊透;肘摆式窄间隙MAG焊(图3-35)是使细焊丝(φ1mm或φ1.2mm)在送丝过程中“弯曲”,在进入焊枪之前按
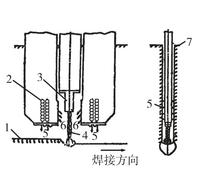
图3-33 麻花焊丝窄间隙MAG焊
1—焊道;2—插入式保护喷嘴;3—导电管;4—麻花焊丝;5—外保护气体;6—内保护气体;7—工件
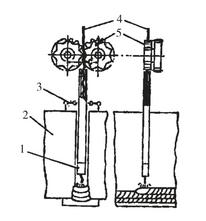
图3-34 折曲焊丝式窄间隙MAG焊
1—导电嘴;2—母材;3—辅助气体保护喷嘴;4—焊丝;5—成形齿轮
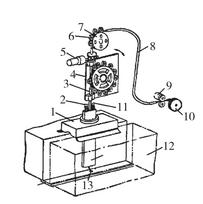
图3-35 肘摆式窄间隙MAG焊
1—气体保护箱;2—冷却水;3—导向管;4—环板;5—电弧摆动电动机;6—支撑辊轮;7—弯曲辊轮;8—软导管;9—送丝电动机;10—焊丝盘;11—保护气体;12—焊枪;13—焊丝;14—母材;15—垫板
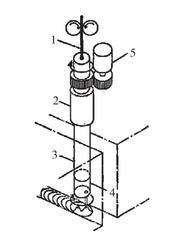
图3-36 高速旋转电弧窄间隙MAG焊
1—焊丝;2—轴承座;3—导丝嘴;4—导电嘴;5—旋转电动机
弯曲的曲率送入环形机构,再通过喷嘴使焊丝的指向固定,依靠环形机构往复运动(焊枪不动)来摆动电弧,达到坡口两侧或底部角落处被电弧熔化,避免出现未焊透的情况。
高速旋转电弧窄间隙MAG焊(图3-36)的焊丝从导丝嘴的中心送入,依靠导电嘴的偏心孔使焊丝偏心送进。导丝嘴由轴承支持住,并借助一电动机使其按同一方向高速旋转。因此,焊丝端部的电弧以导电嘴孔的偏心量为半径在熔池上方旋转。
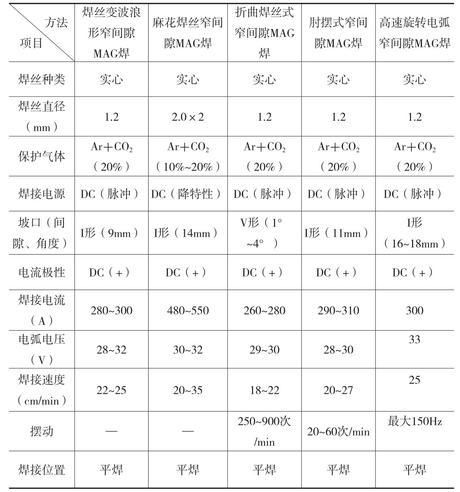
这些工艺方法的焊接规范参见表3-10。
表3-10 不同工艺的MAG窄间隙焊的焊接规范
二、粗焊丝窄间隙焊接工艺
粗焊丝窄间隙熔化极氩弧焊采用焊丝直径2~4.8mm,坡口间隙通常为10~15mm。由于使用粗焊丝,导电嘴可不伸入到坡口间隙内,这样造成了焊丝外伸长度较长。为了保证焊丝对中并实现单道多层焊,必须采用能精细校正焊丝挺直度的校直机构,同时保持焊丝外伸长度不变。
粗焊丝窄间隙熔化极氩弧焊可采用大电流,从而能进一步提高窄间隙焊的生产效率。一般焊接时也采用富氩气体,即MAG焊。在采用直流反接时,焊丝熔化呈喷射过渡,可获得较大熔深,但焊缝成形系数小,产生裂纹倾向大,通常采用直流正接或脉冲电流来焊接。直流正接时焊丝熔化呈细滴过渡,熔深比直流正接小,产生结晶裂纹倾向减小。同时,为避免焊缝出现裂纹,还必须严格控制焊丝化学成分与焊接工艺参数。由于这种方式采用焊接电流大,并要受焊丝外伸长度的限制,所以通常只用于在平焊位置焊接厚度小于40mm的低合金结构钢焊件。











