
二、热丝钨极氩弧焊工艺与操作技巧bjm
热丝钨极氩弧焊原理如图2-79所示。填充焊丝在进入熔池之前约10cm处开始,由加热电源通过导电块对其通电,依靠电阻热将焊丝加热至预定温度,与钨极呈40°~60°角,从电弧后面送入熔池,这样熔敷速度可比通常所用的冷丝提高2倍。热丝和冷丝熔敷速度的比较如图2-80所示。
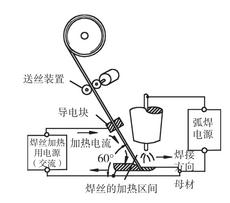
图2-79 热丝钨极氩弧示意图
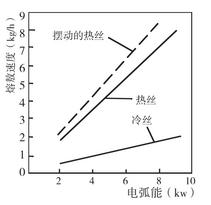
图2-80 钢钨极氩弧时冷丝和热丝可允许的熔敷速度
热丝钨极氩弧焊时,由于流过焊丝的电流所产生磁场的影响,电弧产生磁偏吹而沿焊缝做纵向偏摆。为此,用交流电源加热填充焊丝,以减少磁偏吹。在这种情况下,当加热电流不超过焊接电流的60%时,电弧摆动的幅度被限制在30°左右。为了使焊丝加热电流不超过焊接电流的60%,通常焊丝最大直径限为1.2mm。如焊丝过粗,由于电阻小,需增加加热电流,这对防止磁偏吹是不利的。
热丝焊接已成功用于碳钢、低合金钢、不锈钢、镍和钛等。对于铝和铜,由于电阻率小,要求很大的加热电流,从而造成过大的电弧磁偏吹和熔化不均匀,所以不推荐热丝焊接。
热丝氩弧焊机由以下几部分组成:直流氩弧焊电源(预热焊丝的附加电源通常用交流居多),送进焊丝的送丝机构以及控制、协调这三部分之间的控制电路。
为了获得稳定的焊接过程,主电源还可采用低频脉冲电源。在基值电流期间,填充焊丝通入预热电流,脉冲电流期间焊丝熔化,见图2-81。这种方法可以减少磁偏吹,脉冲电流频率可以提高到100Hz左右。一种更为理想的方法是用一台焊接电源来替代焊接电源和附加预热电源。采用一台高速切换的开关电源,以很高的开关频率来熔化和预热焊丝,获得二者统一。
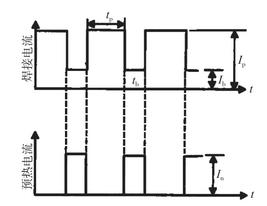
图2-81 热丝TIG脉冲氩弧焊电流波形











