
管板的手工钨极氩弧焊操作技巧lhw
1.插入式管板的焊接操作技巧
在焊接插入式管板时,只要能保证根部焊透,焊脚对称,外形美观,尺寸均匀无缺陷即可。
①平焊。当插入式管板在平焊位置进行焊接时,其焊枪与焊丝角度如图2-61所示。
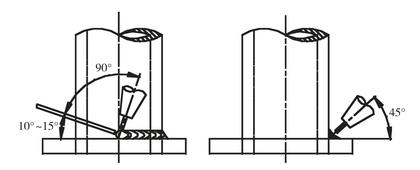
图2-61 平角焊时的焊枪、焊丝角度
焊接时,在工件右侧的定位焊缝上引弧,先不填加焊丝,引燃电弧后,焊枪稍加摆动,待定位焊缝开始熔化并形成熔池后,开始填加焊丝,向左焊接。焊接过程中,电弧以管子与底板的顶角为中心横向摆动,摆动的幅度要适当,使焊脚均匀,注意观察熔池两侧和前方,当管子和底板熔化的宽度基本相等时,说明焊脚对称。为了防止管子咬边,电弧可稍离开管壁,从熔池前方填加焊丝,使电弧的热量偏向底板。
接头时,在原收弧处右侧15~20mm处的焊缝上引弧,引燃电弧后,将电弧迅速移到原收弧处,先不填加焊丝,待接头处熔化形成熔池后,开始填加焊丝,按正常速度焊接。待一圈焊缝焊完时停止送丝,等原来的焊缝金属熔化,与熔池连成一体后再填加焊丝,弧坑填满后断弧。封闭焊缝的最后接头处容易产生未焊透的缺陷,焊接时,必须用电弧加热根部,观察到顶角处熔化后再填加焊丝。如果焊接比较重要的工件,可将原来的焊缝头部磨成斜坡,这样更容易接好头。
②仰焊。仰焊操作难度较大,熔化的母材和焊丝熔滴容易下坠,必须严格控制焊接线能量和冷却速度。焊接电流比平角焊时要小些,焊接速度加快,送丝频率要快、尽量减少送丝量。氩气流量加大,电弧尽量压低。通常采用左向焊法。
焊接时的焊枪、焊丝角度如图2-62所示。
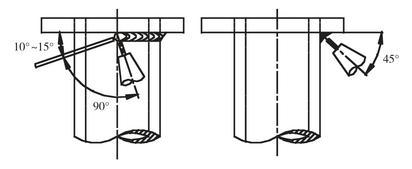
图2-62 仰焊时的焊枪、焊丝角度
焊接时,首先要进行打底焊,打底焊要保证顶角处的熔深。在右侧的定位焊缝上引弧,先不填加焊丝,等定位焊缝开始熔化并形成熔池后,开始填加焊丝,向左焊接。焊接过程中要尽量压低电弧,电弧对准顶角向左焊接,保证熔池两侧熔合良好。焊丝熔滴不能太大,当焊丝端部熔化形成较小的熔滴时,立即送入熔池,然后退出焊丝,观察熔池表面,当要出现下凸时,应加快焊接速度,待熔池稍冷后再填加焊丝。
盖面焊缝可以采用单道焊,也可采用多道焊,采用多道焊时,通常要先焊下边的焊道,后焊上边的焊道。焊接时要注意持枪角度,以盖面层为两条焊道组成情况为例,其焊枪角度如图2-63所示。
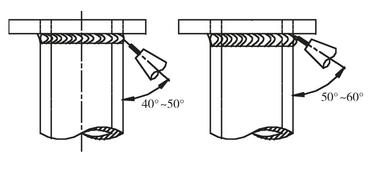
图2-63 盖面焊的焊枪角度(两道焊)
2.骑座式管板的焊接操作技巧
骑坐式管板焊接要求单面焊双面成形,同时又要保证焊缝正面成形美观,焊脚对称。而骑座式管板水平固定焊的操作难度最大,包括平焊、立焊和仰焊三种操作位置,是全位置单面焊双面成形的焊接。
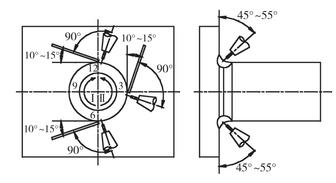
图2-64 水平固定焊时焊枪与焊丝的角度
焊接时,将焊件按时钟面分成两个相同半周进行,如图2-64所示。首先进行打底焊前半周(Ⅰ)的焊接,在时钟6点左侧10~15mm处引弧,先不填加焊丝,待坡口根部熔化,形成熔池熔孔后,开始填加焊丝,按照顺时针方向焊至12点左侧15~20mm处;然后再从6点钟位置引弧,开始进行打底焊后半周的焊接,引弧后迅速将电弧带至焊缝端部预热,等焊缝端部形成熔池和熔孔后填加焊丝,按逆时针方向焊至前半周的接头处,当焊至接头处时,停止送丝,等接头处焊缝熔化时再填加焊丝,填满最后一个熔池后,结束焊接。
盖面焊时,焊枪摆动幅度加大,以保证焊脚尺寸符合要求,焊接顺序及工艺参数同打底焊。
其他形式的骑座式管板焊接可参考插入式管板的焊接和骑座式管板水平固定焊的焊接操作。











