
氩弧焊是以氩气作为保护气体的一种电弧焊方法,见图1-1。在很多不锈钢厂家的加工工艺中,氩弧焊是非常重要的不锈钢加工工艺,只有知道了氩弧焊的原理之后才能更好的把握氩弧焊的操作技巧。氩弧焊的原理是氩气从焊枪(焊炬)的喷嘴喷出,在焊接区形成连续封闭的氩气层,使电极和金属熔池与空气隔绝,防止有害气体(如氧、氮等)侵入,对电极和焊接熔池起着机械保护的作用。同时,由于氩气是一种惰性气体,既不与金属起化学反应,也不溶解于液体金属,从而母材中的合金元素不会烧损,焊缝不易产生气孔。因此,氩气保护是得到较高质量焊缝的有效、可靠的方法。
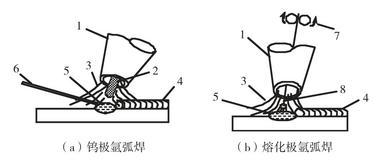
图1-1 氩弧焊示意图
1—喷嘴;2—钨极;3—气体;4—焊道;5—熔池;6—填充焊丝;7—送丝滚轮;8—焊丝
氩弧焊的优点主要有以下几方面。
(1)氩气不仅能有效地保护焊接区,而且具有既不溶于金属又不与金属发生反应的特点,因此可焊接的材料范围很广,几乎所有的金属材料都可进行氩弧焊。特别适合焊接化学性质活泼的金属及其合金,如奥氏体不锈钢,铝、镁、铜、钛及其合金的焊接。
(2)氩弧焊时,由于电弧受到氩气流的压缩和冷却作用,使电弧加热集中,热影响区缩小,因此焊接应力和变形比较小,故适用于薄板的焊接。
(3)氩气在电弧的作用下,将产生电离,质量较大的正离子以极大的速度冲向阴极,使阴极产生高温,可将难熔的氧化膜粉碎和汽化。因此,在焊接各种金属和合金时,不需要使用焊剂或熔剂,就能获得优质焊缝。
(4)氩弧焊是明弧焊,焊接时易于观察,操作简便,能在各种空间位置进行焊接,并容易实现焊接过程的机械化和自动化。
氩弧焊也存在着一些缺点,如氩气的电离势较高,交流电源的电弧不稳定。此外,氩弧焊会激发出较强的紫外线并产生臭氧,这对操作者的身体有一定影响。因此,需要采取相应的保护措施。
第二节 氩弧焊的分类与应用
氩弧焊按所用的电极不同,可分为非熔化极氩弧焊(TIG焊)和熔化极氩弧焊(MIG焊和MAG焊)两种;按操作方法和送丝方式不同,前者又可分为手工钨极氩弧焊、半自动钨极氩弧焊、自动钨极氩弧焊和脉冲钨极氩弧焊,后者可分为自动、半自动和脉冲熔化极氩弧焊三种,见图1-2。
由于氩弧焊具有较多的显著特点,所以,在我国国防、航空、化工、造船、电器等工业部门应用较为普遍。随着有色金属、高合金钢及稀有金属的结构产品日益增多,氩弧焊技术的应用将越来越广泛。
非熔化极氩弧焊由于焊接电流受电极(钨极)的限制,电弧功率小,只适用于薄工件的焊接。熔化极氩弧焊可以采用较大的焊接电流,因此电弧功率大,可用来焊接厚的工件。另外,脉冲熔化极氩弧焊是利用维弧电流保持主电弧的电离通道,并周期性地加一同极性高峰值脉冲电流产生脉冲电弧,以熔化金属并控制熔滴过渡的氩弧焊,通常用来焊接薄的工件和用于管道全位置自动焊。
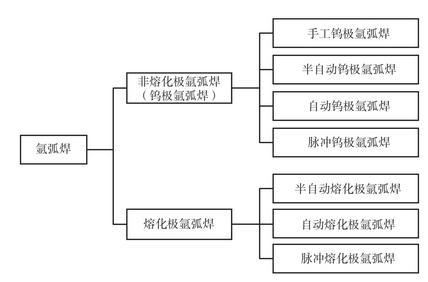
图1-2 氩弧焊的分类
MIG焊和MAG焊都是熔化极氩弧焊,其区别主要是采用的保护气体不同,MIG焊采用的保护气体是Ar或Ar+He,而MAG焊采用的保护气体为惰性气体加少量氧化性气体,例如:Ar+O2、Ar+CO2、Ar+CO2+O2,其中氧化性气体,一般O2:2%~5%、CO2:5%~20%,在基本不改变惰性气体电弧基本特性条件下,以进一步提高电弧稳定性。
MIG焊根据所用焊丝及焊接规范的不同,可采用短路过渡、大滴过渡、射流过渡、亚射过渡及脉冲射流过渡,生产效率比TIG焊高,焊接变形比TIG焊小,母材熔深大,填充金属熔敷速度快,易实现自动化,电弧燃烧稳定,熔滴过渡平稳、安定,无剧烈飞溅,在整个电弧燃烧过程中,焊丝连续等速送进。可焊接所有金属,如碳钢、低合金钢,特别适合焊接铝及铝合金、镁及镁合金、钛及钛合金、铜及铜合金、不锈钢。能焊板材厚度最薄1mm,也适合焊中、厚板,可全位置焊接。
MAG焊可采用短路过渡、喷射过渡和脉冲喷射过渡进行焊接,能提高熔滴过渡的稳定性,稳定阴极斑点,提高电弧燃烧的稳定性,增大电弧热功率,减少焊接缺陷及降低焊接成本,获得优良的焊缝质量。适用于碳钢、低合金钢和不锈钢的焊接。适合于全位置焊接。











