
一、钨极氩弧点焊工艺与操作技巧bjm
钨极氩弧点焊是用焊枪端部的喷嘴将被焊的两块母材压紧,然后靠钨极和工件之间的电弧将上层工件熔穿,再将下层工件局部熔化并熔合在一起,凝固后即成焊点。钨极氩弧点焊的原理示意图见图2-76。将握住的焊枪顶压牢两块搭合在一起的板件,采用高频引弧,焊接过程与钨极氩弧焊类似,一般不加填充焊丝。钨极电弧在氩气保护下,将上一层板熔穿,再将下板局部熔化,从而使两板件形成连接的焊点。电弧、钨极和熔池均为惰性气体保护,受外界气流的干扰较小,且钨极与工件的距离保持不变,即弧长近于恒值,保证了各焊点的质量稳定。
喷嘴压紧工件是使工件连接处不出现过大间隙,并能保持弧长稳定,喷嘴由金属制成,端部有供氩气流出的小孔。钨极氩弧点焊可焊接各种薄板结构与较厚材料的连接,主要用于焊接双层金属板,也可以多层叠接,以及衬里的焊接。可焊材料目前主要包括低合金钢、不锈钢、铝、钛或钛合金等。
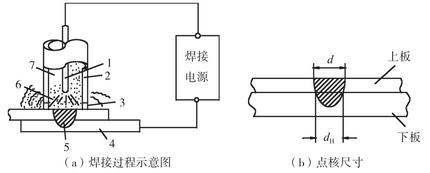
图2-76 钨极氩弧点焊示意图
1—钨极;2—喷嘴;3—出气孔;4—焊件;5—焊点;6—电弧;7—氩气;d—焊点直径;dH—点核直径
与电阻点焊相比,钨极氩弧点焊有如下特点。
①可从单面进行点焊焊接,方便灵活,特别适合于只能从单面接近的接头的焊接。
②更易于点焊厚度相差悬殊的工件,并且可进行多层叠加板材的点焊。
③焊点尺寸易于控制,焊接强度可在较大范围内调节。
④需施加的压力较小,无须加压装置。
⑤设备费用低,耗电量较少。
⑥无接触点焊的分流现象,焊点间距不受限制。
钨极氩弧点焊的缺点主要是焊接速度与电阻焊相比较慢,焊接费用(人工费、氩气消耗等)较高。
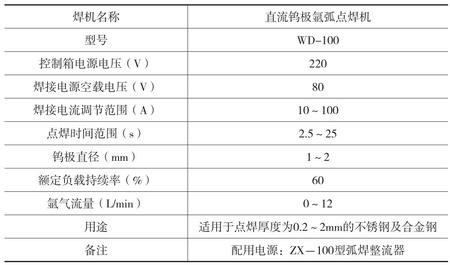
钨极氩弧点焊所用的设备与普通钨极惰性气体保护焊设备的区别在于控制系统和焊枪结构。钨极氩弧点焊的控制系统除了能自动确保提前供氩气、通水、引弧外,还具有焊接时间控制、电流自动衰减和滞后断氩气等功能。焊枪通常制成带按钮和便于对焊件施压的结构,根据容量和负载持续率的大小,制作成水冷或气冷形式,采用金属喷嘴与焊枪内导电部分绝缘。普通的手工钨极氩弧焊设备中增加一个焊接时间控制器及更换喷嘴,也可以充当钨极氩弧点焊设备,如图2-77所示。钨极氩弧点焊机技术参数示例,见表2-12。

图2-77 普通焊枪更换喷嘴进行点焊
1—点焊喷嘴;2—普通氩弧焊枪
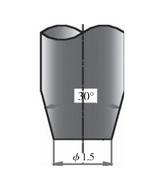
图2-78 氩弧点焊时的钨极形状与尺寸
表2-12 钨极氩弧点焊机技术参数
影响焊点金属强度的主要因素是点核直径,而影响点核直径的工艺参数是电弧长度、焊接电流和点焊时间、钨极末端形状、装配间隙等。
(1)电弧长度。电弧越短,熔深越大。焊点的截面一般呈圆柱形,点核直径dH接近焊点直径;电弧越长,熔深越浅,此时焊点直径变成圆锥形,上大下小,点核直径dH变小,此时熔池会过热并可能产生咬边;电弧太短时,母材膨胀后会接触钨极,造成焊缝污染。因此当点焊的上板较厚(2~3mm)时宜采用短弧点焊。
(2)焊接电流和通电时间。目前在TIG点焊中最常用的仍是高频引弧,主要是通过调节电流值和电流持续时间控制焊点尺寸,焊接电流和通电时间决定了焊点的热输入,两者增加都会使点核直径dH增加,但两者过大容易引起烧穿或焊点过热,如当点焊电流和点焊时间过大,板厚0.5mm的薄板极易烧穿,而板厚3mm时容易造成液体金属喷溅。
(3)钨极末端形状。钨极氩弧焊点焊一般采用铈钨极,当末端形状采用圆锥尖顶状,则点焊直径d增加、熔深浅;而采用圆锥尖顶状,则d减小、熔深大。因此,点焊中一般推荐采用钨极末端圆锥角为30°,平顶直径为1.5mm,如图2-78所示。
(4)装配间隙。通常钨极氩弧点焊由于手工加压,故对上下板间隙要求很严,需要焊接的上下板之间最好没有间隙,否则会出现焊点凹陷、点核直径减小或液态金属流向周围缝隙,使得与下板不易熔合。例如上板厚为2~3mm的不锈钢,其间隙不得大于0.3mm,如果大于0.3mm,焊点表面下凹,点核直径减小,熔深减少,导致焊点强度急剧下降。当间隙大于0.5mm时,液体金属流向周围缝隙,下板几乎不熔化,不能形成焊点。
(5)氩气流量增加,电弧直径变小,气流冷却作用增大。在这两种因素共同作用下,焊点熔深基本不变,但焊点直径减小;当流量增大到一定数值后,冷却作用增强,熔深反而减小;当流量很大时,液体金属被气流吹向熔池四周,焊点直径增大。
(6)钨极氩弧点焊可能出现的问题是弧坑裂纹和焊点凹陷,为了防止表面过渡凹陷和产生弧坑裂纹,点焊结束前使电流衰减或者进行二次脉冲电流加热,当焊点强度要求严格时,可向熔池输送适量的填充焊丝。但弧坑裂纹的产生与材质关系很大,例如焊接18-8型不锈钢,若焊点为纯奥氏体组织,或者铁素体的体积分数低于5%,就容易出现弧坑裂纹(星形热裂纹),特别是有缩孔时,热裂纹倾向更大,因此应选择Cr/Ni>1.9的不锈钢母材。
(7)焊接既可采用直流正接,也可用交流电源辅加稳弧装置,通常都用直流正接,因为它比交流可以获得更大的熔深,可以采用较小的焊接电流(或者较短的时间),从而减少热变形和其他的热影响。
(8)引弧通常采用高频引弧或诱导电弧引弧。高频引弧即依靠高频高压击穿钨极和工件之间的气隙而引弧。诱导电弧引弧是先在钨极和喷嘴之间引起一小电流(约5A)的诱导电弧,然后再接通焊接电源。诱导电弧由一个小的辅助电源供电。目前最常用的是高频引弧。
(9)点焊时,焊工操纵焊枪落点要准,支撑喷嘴与焊件要齐平接触。
表2-13为不锈钢(1Cr18Ni9Ti)钨极氩弧点焊(直流正接)的焊接参数。
表2-13 不锈钢(1Cr18Ni9Ti)钨极氩弧点焊焊接参数
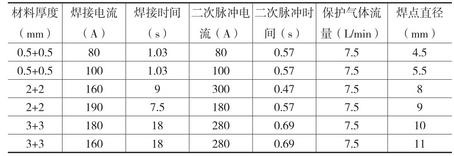
注:1.加入二次脉冲电流前电弧熄灭一段时间。











