一、焊接性
珠光体耐热钢是以铬、钼为主要合金元素的低合金钢,由于其基本组织是珠光体或珠光体+铁素体,故称为珠光体耐热钢。为提高高温强度和高温抗氧化性,珠光体耐热钢的主要合金元素为铬和钼,还可以加入钨、铌、钒等合金元素,以提高高温强度。
铬和钼能提高金属的高温强度和高温抗氧化性,但它们使金属的焊接性变差。在热影响区具有淬硬倾向,焊后在空气中冷却时容易产生硬而脆的马氏体组织,不仅影响焊接接头的力学性能,而且产生很大的内应力,使热影响区有冷裂倾向。含碳量和含铬量越高,淬硬倾向越严重。此外,由于耐热钢中含有铬、钼、钒等合金元素,因此具有再热裂纹的问题。
二、气焊工艺
气焊时,焊丝直径和焊嘴号数及焊炬型号应根据焊件厚度选择,具体见表3-1。气焊火焰必须使用中性焰或轻微碳化焰,决不能使用氧化焰,气焊焊丝的牌号应根据焊件材料来选择。
表3-1 焊丝直径及焊嘴号数的选择

气焊管子时,常采用V形坡口,焊前应将坡口表面及坡口内外壁10~15mm范围内的油污和锈蚀等清除干净。
焊前预热温度一般为250~300℃,如果气温低于-10℃,钢材中含有钒的成分时,应将预热温度提高到400℃以上,然后再进行焊接。
焊接时,尽量采用右焊法,焊接火焰指向焊缝,能更好地保护焊缝金属,并能使焊缝金属缓慢冷却。在焊接过程中,焊丝和焊嘴的操作要使坡口边缘熔合良好,并且焊丝的末端不应离开熔池。否则,易使空气中的氧和氮侵入焊缝,降低焊缝力学性能。在焊接过程中,要求每层焊缝一次完成。当焊缝收尾或焊接中途停止时,焊嘴应逐渐离开熔池,不使熔池冷却过快。焊接中断后恢复焊接时,必须把整个接头先进行均匀预热到250~300℃后再进行焊接。一般3~6mm壁厚的小直径管采用两层焊完。
焊接结束后,当冷却到200℃时,即可进行焊后热处理。如果不能及时进行热处理,必须用石棉绳包扎,使焊缝缓慢冷却,或采用其他方法使其缓慢冷却。
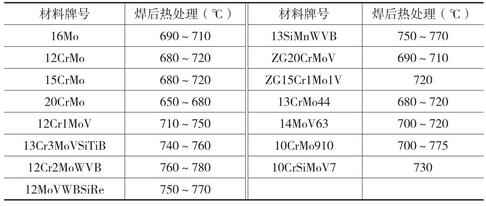
低合金珠光体耐热钢焊后热处理的方式为高温回火。焊后热处理的目的是为了减小焊接残余应力,以免产生冷裂纹;同时改善组织,获得必要的力学性能。焊后热处理也常采用正火处理的方法,合金不同,热处理温度也不相同,具体见表3-2。加热的方法,一般都使用专用的加热设备,如电阻炉或中频感应加热器,也可采用火焰进行加热。
表3-2 珠光体耐热钢焊后热处理温度