
第二节 气体火焰钎焊工艺与操作技巧
钎焊是有别于熔焊的一种焊接方法,是采用比母材金属熔点低的金属材料作为钎料,利用液态钎料浸湿填充到接头间隙与母材金属相互扩散实现连接的焊接方式。根据所使用钎料的熔点不同,钎焊可分为低温钎焊(如锡焊)和高温钎焊。利用氧-乙炔焰钎焊是高温钎焊最常用的方式。
一、钎料和钎剂的选择
根据钎料的熔点不同可以分为两大类,熔点低于450℃的称为软钎料(又叫易熔钎料),这类钎料熔点低,强度也低,常用的有锡铅钎料,又叫焊锡。熔点高于450℃称为硬钎料(又叫难熔钎料),这类钎料具有较高的强度,可以连接承受重载荷的零件,应用较广,常用的有铜基、银基、铝基、镍基钎料等。但是对钎料的划分并不是绝对的,450℃不是严格界限。
焊件金属表面存在氧化膜,将会使钎焊难以进行,熔剂的作用是用化学反应或物理溶解的方法除去氧化物,并使其浮于表面。熔化的熔剂覆盖在焊件金属表面,隔绝空气,不使焊件再氧化,起着机械保护作用,另外熔剂中还具有降低熔化钎料表面张力的活化物质,以改善它在焊件上的湿润性。
钎料的选择是根据钎焊接头的使用要求、母材金属等来选择的。对钎焊接头要求不高,工作温度较低的可选用软钎料;反之,应选用硬钎料。低温工件应避免选用含锡的钎料;对于电器件应选用导电性好的钎料;热交换器应选用导热性好的钎料;有耐腐蚀性要求的应选用耐腐蚀性好的钎料。
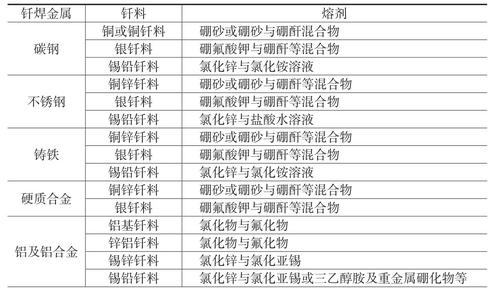
有的钎料使用时要求按某些特定的方法才能起作用,如含锰高的钎料只有在保护气氛中钎焊才有良好的效果,而在火焰钎焊时会产生气孔,在使用时必须引起注意。各种钎料及熔剂的适用范围见表4-1。
表4-1 钎焊各种金属时的钎料和熔剂
续表
二、钎焊工艺
1.钎焊接头
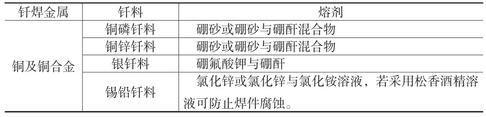
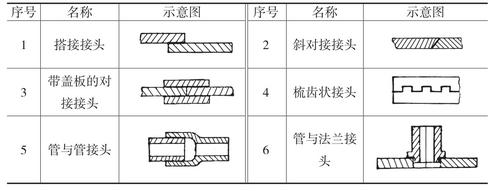
钎焊接头应尽量采用搭接,并应使接触面积尽可能大,以提高接头强度和改善气密性和导电性。常用的接头形式如表4-2所示。钎料放置的位置应使钎料熔化后,在重力与毛细管作用下易填满钎缝。
表4-2 钎焊接头形式
2.焊前准备
应使用机械方法或化学方法除去焊件表面污物。表面油污可用丙酮、酒精、汽油等有机溶剂清洗。焊件表面的锈斑、氧化物可用锉刀、砂布、砂轮或化学浸蚀方法清除。化学浸蚀主要是用酸或碱来溶解金属氧化物,适用于大批量生产,但使用时要注意防止浸蚀过渡,且浸蚀后应及时进行中和处理,然后在冷水或热水中冲洗干净。
3.装配间隙
钎焊间隙应适中。间隙过大或过小都影响毛细管作用,而使钎缝强度降低,同时钎缝过大也使钎料消耗过多。
4.钎焊规范
(1)钎焊温度。一般高于钎料熔点25~50℃,提高温度能减小熔化钎料的表面张力,因而改善湿润性,使焊件金属与钎料之间的作用增强,但温度过高会产生过烧和熔蚀等缺陷。
(2)保温时间。保温时间应使焊件金属与钎料发生足够的作用。选择保温时间应考虑钎料与基本金属的作用强弱(作用强的取短些,弱的则取长些)、间隙大小(间隙大的取长些)及焊件尺寸(尺寸大的取长些)。
(3)加热速度。取决于焊件尺寸、导热性以及钎料的成分。一般是焊件尺寸小、导热性好或钎料内含易蒸发元素多时,加热速度应尽量快些。











