
1. 焊疤的气割
割焊疤就是切割掉工件上已经分离开的残留焊缝金属。例如,型钢与拼接板组焊时,需要将型钢下面通过拼接板上的焊缝加强高割掉。
水平位置割焊疤时的操作如图5-65所示。
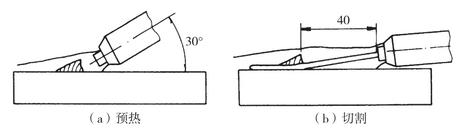
图5-65 水平位置割焊疤
割焊疤前,将割炬预热火焰垂直于工件表面对焊疤进行预热,应采用较大的预热火焰预热焊疤,当焊疤被预热到橘红色时,要迅速地改变焊炬的位置,使割嘴移到焊疤的左侧约40mm处,与工件表面成30°夹角。
焊疤部位预热不足、切割氧流过大及切割速度不适当会造成切口表面呈现波浪形深沟,应适当加大预热火焰能率,将焊疤部位预热到橘红色,适当减小切割氧流量,并且要适当提高切割速度。切割氧流的强度过大,或者切割氧流变形会使焊疤下的工件受到损伤而出现凹坑。此时,应调整适当切割氧流的强度,或者熄火,重修切割氧孔,使切割氧流恢复正常。
操作时,由小到大、均匀地开启切割氧流,使其与工件表面的夹角配合,形成一个被折成紧贴于工件的软气流。然后移动割炬,均匀地、速度适当地从焊疤的左端平拉到其右端,协调地利用这股软气流,就好像卧刀一样,平平展展地切割掉工件上残留的焊疤。操作时,割嘴不能太靠近焊疤,否则会使切割氧流不能紧贴工件表面,使切口以下的焊疤还残留着。应将割嘴适当离开焊疤,调整好割嘴与工件表面的角度,使切割氧流成为一股紧贴工件表面的软气流,就能够切割平残留的焊疤凸起部分。
垂直位置割焊疤与水平位置割焊疤的操作技法类似,不同的是将割炬由水平位置转换到垂直位置,如图5-66所示。
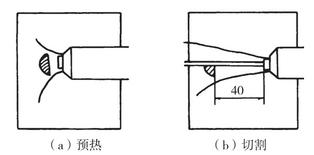
图5-66 垂直位置气割焊疤
2. 螺栓的气割
采用火焰切割的方式去掉工件上的不可拆卸的螺栓、铆钉的操作技法称为割螺栓。在组焊、维修拆卸钢结构工件的过程中,遇到无法拆卸的螺栓、铆钉,可以采用气割螺栓。
首先将螺栓头顶部预热到橘红色,然后迅速将割嘴水平对着螺栓头部预热区,开启切割氧阀,使切割氧流从螺栓头顶部中间位置竖直切割到底部,离底部约3mm处停下来,如图5-67所示。
割嘴向前推进切割掉螺栓头的一半,割嘴再向后拉切割掉螺栓头的另一半,留下约3mm的凸起残余金属,如图5-67所示。再将割嘴适当拉远,参考图5-65的操作,用紧贴工件的切割氧流水平切割掉残余的金属毛边。切割铆钉也可以采用此操作技法。
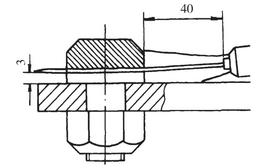
图5-67 气割螺栓
此外,还可以采用下面这种方法进行气割,同样首先将螺栓头的底部边缘预热到橘红色,然后迅速将割嘴移开约40mm,如图5-67所示。开启切割氧阀,使切割氧流水平切割掉螺栓头。为了不损伤工件表面,最好先保留约3mm,即粗割。接着进行精割,即用水平的紧贴工件表面的软气流切割掉螺栓头上不整齐的残留金属,操作参考图5-65。
在割螺栓操作中应该注意,螺栓、铆钉与工件相比要小得多,很容易被预热到燃烧状态,而工件面积大,温度要相对低得多。因此,切割螺栓时,动作要迅速、准确、先粗后精,特别注意不要损伤工件的表面金属。细心、适当地运用好切割氧流,分清工件与螺栓不同颜色,就不会损伤工件表面的金属。
3. 冒口的气割
割冒口是用割炬将铸钢件上的浇铸冒口切割掉,铸钢件的浇冒口通常都是圆形截面,其气割操作技能与气割圆钢相同。铸钢件的冒口一般直径比较大,而且还要进行机械加工,对切口表面粗糙度要求不严,常采用摆动切割操作技法,即割炬做月牙形横向摆动。
气割前必须把待割处表面的型砂等污物清除干净。实际中应尽可能在铸件尚未冷却时将浇冒口割掉。若割前铸件已完全冷却,则气割时应用两把割炬,一把用于气割,另一把用于预热。起割点应选择在有棱角的地方,以便于起割。
首先用较大的预热火焰将割嘴垂直对着冒口右边进行预热,直到预热区呈现出橘红色。然后按逆时针方向翻转割嘴约90°,并且由小到大均匀地开足切割氧阀,使切割氧流相切于刚刚呈现橘红色的预热区,如图5-68(a)所示。
当看到在切割氧流强大的压力作用下,氧化铁水沿水平方向朝外喷出后,左手托着割炬头部附近的混合气管和切割氧管,右手正握割炬手柄轻微地、均匀地、有节奏地向左前方做月牙形摆动切割,如图5-68(b)所示。
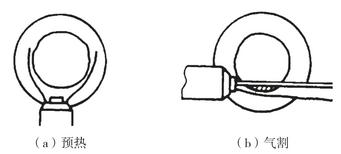
图5-68 气割冒口
在割冒口操作过程中,采用波动的切割氧流,可以使切口宽度增加数倍,大大提高了氧化铁水的排放能力,从而大大提高了割冒口的工作效率。
当切割氧压力调整不足、开启阀门开启不足、冒口上没有清整干净、铸件上残留有沙块时,会出现氧化铁水从切口中翻出的现象,此时应针对造成故障的原因采取措施,如增强切割氧流的穿透能力及清除或避开冒口上的沙块。
在割冒口操作中,若把握不好割炬会使冒口切口偏斜,在没有把握的情况下,应先切割得高一些,待冒口头切割掉以后再精修一下。











