
切割面的质量常用相关参数来表示,具体见表5-16。
表5-16 气割的质量表示参数
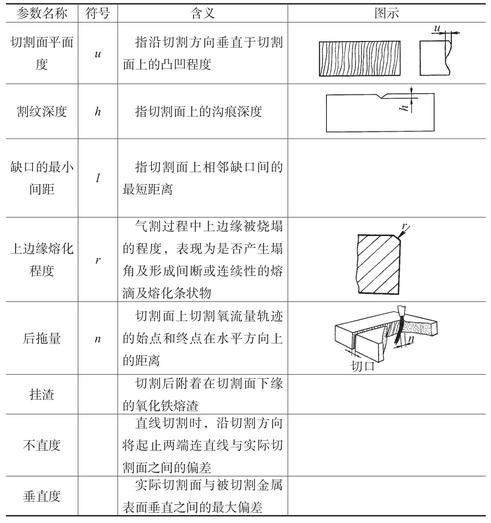
ZBJ 59002.3—1988《热切割、气割质量和尺寸偏差》专业标准规定,切割面质量是按照切割面平面度u、割纹深度h、缺口的最小间距l三项参数来分等的。后拖量n、上缘熔化程度r、挂渣、不直度及垂直度均不作质量分等评定。
切割面质量等级分Ⅰ、Ⅱ两级(见表5-17)。
表5-17 切割面质量分等

切割面平面度u、割纹深度h的分等取值范围如图5-72和图5-73所示。Ⅰ级质量中,缺口的最小间距l应大于或等于2000mm;Ⅱ级质量中,缺口的最小间距l应大于或等于1000mm。有特殊要求时,切割面质量应按照图样的规定来分等。
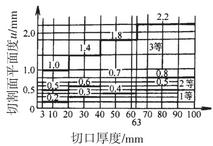
图5-72 切割面平面度u(数值表示上限)
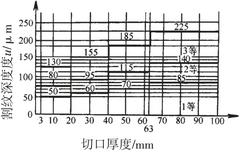
图5-73 割纹深度h(数值表示上限)











