
1. 可转动钢管的气割
先用预热火焰加热图5-50中的位置1,预热时应使割嘴与管子的表面垂直。
待管壁被割穿后,割嘴应立即上倾到与起割点切线成70°~80°角的位置。在气割过程中,割嘴随切口向前移动的同时,应不断改变位置,要保证70°~80°这一气割角度不变,如图5-50中的位置2~4。
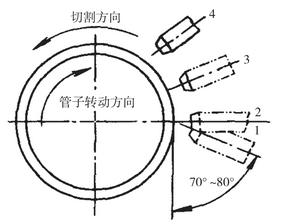
图5-50 气割可转动钢管的示意图
可转动钢管在气割时,可分段进行,即每隔一段后可暂停一下,待钢管稍加转动时,可分2~3次割完,气割直径较大的钢管时,可适当的多割几次,但分割的次数不宜过多。
2. 水平固定钢管的气割
气割分两部分进行,首先用预热火焰加热钢管的下部,加热时割嘴应垂直于钢管表面,如图5-51(a)所示。
当钢管的表面被加热到呈亮红色时,应将割嘴转到如图5-51(b)所示的位置,并开启切割氧调节阀,使割嘴沿切割线与钢管切线成70°~80°倾角,进行方向Ⅰ的切割,如图5-51(c)所示。
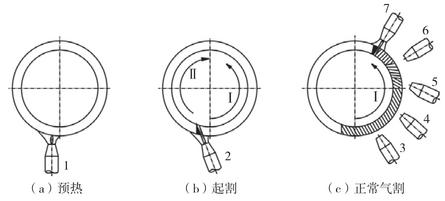
图5-51 气割水平固定钢管的示意图
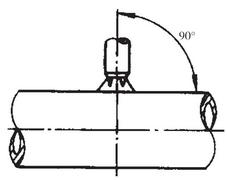
图5-52 气割氧流的位置
当切割到水平位置时,应关闭切割氧调节阀,再将割嘴移到钢管的下部,按照上述操作方法,沿图5-51(b)中切割方向Ⅱ继续气割。
气割过程中,要时刻注意切割氧流必须与钢管的轴线垂直,如图5-52所示,切不可偏离切割线,否则将影响切口的质量。











