一、保护气体主要有氩气、富氩混合气体这两种。
1.氩气
氩气是惰性气体,具有高温下不分解又不与焊缝金属起化学反应的特征。氩弧引燃后,就能比较稳定地燃烧。这是因为氩气是单原子气体,无分子分解成原子的过程,所以电离时能量损失较少。氩气的热容量与热导率较小,故只要较小的热量就可把电弧空间加热到高温,且电弧的热量不易散失,这有利于气体的热电离,致使电弧燃烧稳定。
氩气在空气中含量极少,按体积分数计算,仅占0.93%,按质量分数计算,仅占1.3%。它比空气重,沸点为-185.7℃。氩气是在液态空气分馏制氧时获得的。但由于氩气的沸点介于氧气和氮气的沸点之间(氧的沸点是-183℃,氮的沸点是-195.8℃),沸点温度差值小,所以在制氩时,氩气中会含有一定数量的氧、氮、二氧化碳和水分。如果这些杂质含量过多,就会削弱氩气的保护作用,并直接影响焊缝的质量和造成钨极的烧损。
氩弧焊用的氩气,其纯度一般应大于99.95%以上。对化学性能活泼的金属,如铝、镁、钛、锆及其合金,氩气纯度要求应更高些。焊接用的纯氩是装在钢瓶内,在20℃时,满瓶压力为15MPa。
2.富氩混合气体
在氩气中加入一定量的另一种或两种气体后,可以分别在细化熔滴、减少飞溅、提高电弧稳定性、改善熔深以及提高电弧的温度等方面获得满意的效果。富氩混合气体主要应用在熔化极氩弧焊上,如前所述,MIG焊和MAG焊的主要区别就是其保护气体的不同。常用的富氩混合气体有以下几种:
(1)Ar+He。氦也是惰性气体,电弧温度比氩弧高得多,因此焊接速度快,在氮气中加入氦后,电弧具有两者共同的优点,这种混合气体常用来焊接大厚度的铝及铝合金以及高导热材料。例如,焊接铝及铝合金时,氦(He)不宜超过10%,否则会产生较多的飞溅;焊接铜及铜合金时,氦与氩气的体积比例一般为50︰50或70︰30,这样可减小预热温度或不预热;焊接镍基合金时,氦(He)为15%~20%。
(2)Ar+O2。Ar+O2混合气体分为两种类型。一种含氧量较低,含氧量为1%~5%,用于焊接碳钢、不锈钢、高合金钢及强度级别较高的高强度钢,可以克服用纯氩焊接时阴极产生的漂移现象,即电弧挺度不好,并可克服由于液体金属表面张力较大,易产生气孔、咬边的现象,还可改善焊缝成形,有利于熔滴过渡。另一种类型含氧量较高,含氧量为5%~20%,主要用于焊接碳素钢和低合金结构钢。
(3)Ar+CO2。Ar+CO2常用来焊接低碳钢和低合金结构钢。在氩气中通常加入二氧化碳量为20%~30%。用Ar+CO2混合气体焊接时,既具有氩弧焊的特点,如电弧燃烧稳定、飞溅少、容易获得喷射过渡,又因为这种混合气体带有氧化性,克服了用单一气体焊接时表面张力大、斑点易漂移及液态金属黏稠等问题,这种气体可用于喷射过渡、短路过渡和脉冲过渡的熔滴过渡形式。
(4)Ar+H2。氢气(H2)具有还原性,在氩气中加入少量氢气可用来焊接镍及其合金。一定含量的氢气可以抑制和消除镍焊缝中的一氧化碳气孔,但氢气含量必须低于6%,否则会导致产生氢气孔。此外,氢气的密度很小,而导热系数大,且为双原子气体,在高温下将分解吸热,因此氩气中加入氢气可提高电弧温度,从而提高生产率。在钨极氩弧焊焊接不锈钢时,为提高焊速通常在氩气中加入4%~8%的氢气。
(5)Ar+N2。对于铜及铜合金,氮气(N2)相当于惰性气体。氮气为双原子气体,热导率比氩气高,因而弧柱的电场强度及温度均较高。这种混合气体的氩气、氮气比例通常为80∶20。与Ar+He气体相比,氮气价格便宜,但焊接时有飞溅,且焊缝表面较粗糙,焊缝外观不如Ar+He混合气体好。由于氮气的存在,焊接中还伴有一定的烟雾。此外,在焊接奥氏体不锈钢时,在氩气中加入少量的氮气(1%~4%),对提高电弧挺度以及改善焊缝成形可获得一定的效果。
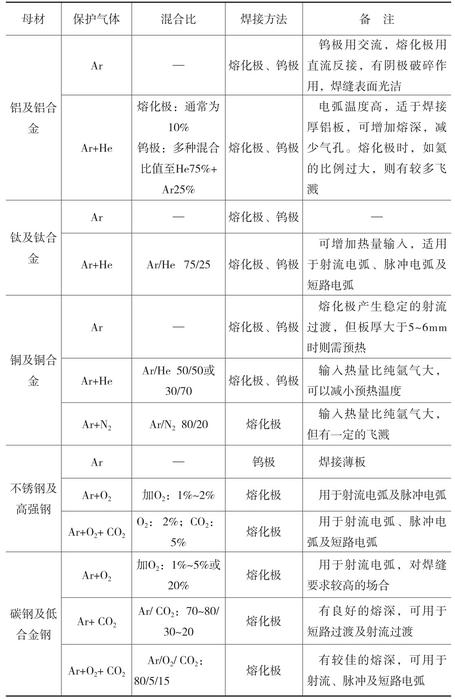
表1-2为氩弧焊用保护气体,其中的混合比为参考数据,在实际焊接中应视具体工艺要求进行调整。
表1-2 氩弧焊用保护气体及适用范围