
1. 火焰钎焊过程
(1)焊前清理。焊前按要求清除待焊处表面油污、氧化物等。
(2)预热。对焊件进行预热,采用轻微碳化焰的外焰加热焊件,加热时焰心距离焊件表面15~20mm,适当加大受热面积。预热温度一般在450~600℃之间。对于厚度不同的焊件,预热时火焰应指向厚件,以防薄件熔化。
(3)加入钎剂。当预热温度接近钎料的熔化温度时,应立即撒上钎剂,并用外焰加热使其熔化。
(4)熔化钎料。钎剂熔化后,立即将钎料与被加热到高温的焊件接触,利用焊件的高温使钎料熔化。待液态钎料溶入间隙后,火焰焰心与焊件的距离加大到35~40mm,以防钎料过热。将焊件的全部间隙都填满钎料后,即完成了焊接。
钎焊时,要注意钎焊时间应力求最短,减少接触处的氧化,不能用火焰直接加热钎料,应加热焊件,使钎料接触焊件熔化。火焰高温区不要对着已熔化的钎料和钎剂,以免过烧。焊接完成后,必须等到钎焊凝固之后才能移动焊件,并可采用机械方法清除残留的焊渣。
2. 火焰钎焊操作实例
(1)纯铜弯头和纯铜管子的钎焊。
乙炔焰钎焊如图4-3所示的铝制散热器上的紫铜管与紫铜弯头。要求钎焊接头在2.8MPa压力下不泄漏。
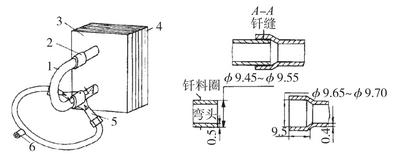
图4-3 弯头和管子的钎焊结构
1―铜弯头;2―铜散热器管;3―铝压板;4―铝翘板;5―焊嘴;6―氧-乙炔焊炬
①在钎焊前,钎焊处用蒸汽脱脂。
②在弯头的每个脚上套上用直径为0.7mm的料204制成的钎料圈。要求装配钎料圈时,必须将它紧套在弯头管上,这样在钎焊时,就可以借助于母材的热传导将其熔化。
③由于钎料HL204中的磷能还原铜中的氧化物,可起到钎剂的作用,因此钎焊时不必另加钎剂。钎焊时可用叉形的双嘴氧-乙炔焊炬加热管子,切不可直接加热钎料,熔化的钎料流入接头间隙凝固即完成焊接。
(2)灰铸铁的钎焊。
由于钎焊时,铸铁不熔化,不会出现白口组织,故常用氧-乙炔焰钎焊来修补缺陷。
①不同厚度的灰铸铁所开坡口情况略有差异,如图4-4所示。坡口的深度应在厚度的4/5以上,坡口两侧20~30mm范围内必须清理干净,露出金属光泽。坡口宽度为厚度的3~4倍。
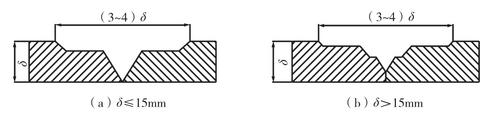
图4-4 灰铸铁钎焊时的坡口尺寸
②灰铸铁钎焊时的钎料常选用铜锌钎料HL103,这种钎料的焊接速度大,焊件受热范围较小,不会产生白口组织,热应力小,不会产生裂纹。钎剂为QJ102。
③由于铜锌钎料HL103中的锌容易蒸发,会使接头出现气孔,同时还会使焊工中毒。因此,在焊接时应采用氧化焰,使熔池表面形成一层氧化锌薄膜,以减少熔池内锌的蒸发和氧化。
④将坡口边缘加热到红热后,立即撒上钎剂。当温度升到900℃左右时,用钎料在此段涂擦一层铺底,然后逐渐填满整个焊缝。
⑤火焰焰心与熔池间的距离比一般焊接要大一些,焊炬不做往复运动,填加钎料要快,加热部位要小。焊接次序由内向外,左右交替。
⑥长焊缝应分段焊接,每段焊接80mm为宜,第一段填满后待冷却到300℃以下时,再焊第二段。











