
一、板的平焊
平焊一般采取左焊法,如图2-15所示。
焊接时,当焊接处加热至红色时,还不能加入焊丝,必须等焊接处熔化并形成熔池时,才可加入焊丝。当送进焊丝后,焊丝端部碰到熔池边缘上,发生黏住现象,这时不要用力拔焊丝,可用火焰加热黏住的地方,焊丝就会自行脱离。
气焊过程中若发现熔池突然变大,且没有流动金属,即表明焊件已被烧穿,这时应迅速提起焊炬,减小焊嘴倾角,多加焊丝,待穿孔填满后,再以较快的速度向前施焊。
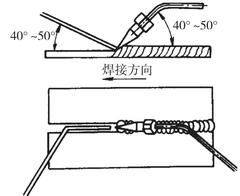
图2-15 平焊的操作示意图
若发现熔池过小或未形成熔池,焊丝端部熔化后的熔滴与焊件不熔合,而只是敷在焊件表面,这表面加热焊件的热量不足。这时应适当增大火焰能率,即调节氧气和乙炔调节阀,增大氧气和乙炔的流量;若热量不足是由于焊炬移动速度过快而造成的,此时应适当降低焊接速度,增大焊嘴倾角,待形成正常熔池后再继续填加焊丝施焊。
若出现熔池内液体金属被吹出的现象,说明气体流量过大或焰心离熔池太近,此时应立即调整火焰能率或使焰心与熔池保持适当的距离。
若出现熔池不清晰且有气泡,火花飞溅加大或熔池内金属沸腾的现象,这说明火焰种类选择不当,此时应及时将火焰调节成中性焰,然后再继续进行焊接。
熔池凝固后还需要继续焊接时,应将原熔池周围加热,当熔池变得清晰明亮后,再加入焊丝继续焊接。
当进行角焊缝的平焊时,由于熔池金属的下淌,往往在立板处产生咬边和焊角尺寸不等这两种缺陷。焊接前,应首先加热起焊处的平板,此时焊嘴与平板的夹角可达80°~90°,如图2-16所示。当平板的起焊部位被加热到暗红色时,再逐渐将火焰转向立板。只有当起焊处形成熔池后,方可加入焊丝,切不可过早地填加焊丝,以免造成根部焊不透的缺陷。
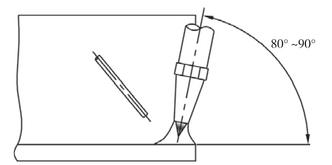
图2-16 预热时焊嘴与平板的相对位置
焊接过程中,焊嘴与平板之间应保持45°~50°的夹角,与立板之间的夹角一般为20°~30°,与焊丝的夹角为110°左右,如图2-17所示。焊丝应始终浸入熔池,以防火焰对熔化金属过多的加热,避免熔池金属下淌。
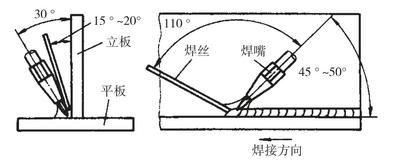
图2-17 平角焊操作方法示意图
焊接过程中,焊嘴要做螺旋式的摆动,以便形成焊脚尺寸相等的焊缝。为避免立板咬边,需要时刻观察熔池,以便及时调整焊嘴倾角和焊丝填充量,有效地控制熔池温度。
收尾时,应适当减小焊嘴与平面的夹角,提高焊接速度和适当增加焊丝的填充量。收尾时,可适当提高焊炬,并不断地向熔池内填加焊丝,直至将熔池填满后,方可撤离焊炬。
厚度小于2mm的薄钢板气焊时,一般采用卷边对接接头,如图2-18所示。这时可不用填加焊丝,只需用火焰将卷边部分熔化即可。
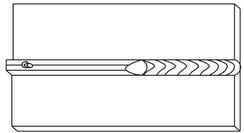
图2-18 薄板卷边对接气焊
气焊薄钢板时,焊嘴倾角要小些,为10°~20°,并注意熔池温度,如果发现局部间隙过大而使焊缝下凹,可适当填充一些焊丝。当板材卷边困难时,也可采用不卷边的对接接头,但要防止焊件过热及烧穿,焊嘴倾角20°~30°,并且焊接火焰不要直接对着焊件,可略偏向焊丝,并均匀地填充焊丝和掌握焊接速度。在气焊过程中,焊嘴应根据熔池温度不断地上下跳动。
4mm厚的钢板对焊时,将两块钢板对齐并放平,留有2mm的间隙,先进行定位焊,然后采用左焊法焊接。
气焊钢板,当焊缝较短时,可由一端连续焊向另一端。当焊缝较长时,为防止起焊端产生裂纹,可在起焊处向相反方向焊接20~30mm后,再向正方向焊接,如图2-19所示。
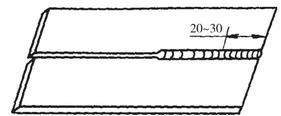
图2-19 焊缝较长时的焊接
当焊缝较长或焊缝呈环形时,为减少焊接变形,除进行必要的定位焊外,还应采取跳焊法或逐步退焊法等工艺,如图2-20所示。
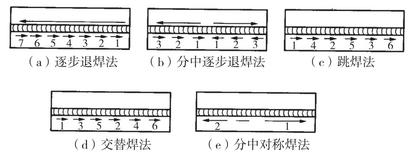
图2-20 采用不同焊接顺序的对接焊缝











