
一、平焊操作技巧
平焊是在焊缝倾角为0°~5°、焊缝转角为0°~10°的焊接位置(图2-11)进行的焊接,其中,焊缝倾角是指焊缝轴线与水平面之间的夹角,而焊缝转角是指通过焊缝轴线的垂直面与坡口二等分平面之间的夹角。一般来说,平焊操作比较容易,只要正确选择气焊工艺参数和掌握操作方法,平焊的焊接质量就能得到保证。
平焊采用的主要接头形式是对接,并多用左焊法进行焊接。焊炬与焊件的角度根据焊件厚度来决定。但各种厚度的焊件在刚开始焊接时,焊炬与焊件的角度可以大些,随着焊接过程的进行,由于焊件的温度升高,焊炬与焊件的角度可以减少些。焊丝始终沉浸在熔池内,并不停地搅拌熔池。
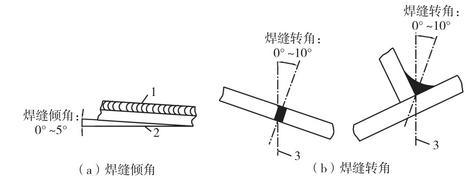
图2-11 平焊的空间位置
1—焊道;2—水平面;3—垂直面
在整个施焊过程中,火焰必须始终笼罩着熔池和焊丝末端,以免熔化金属与空气接触而氧化。施焊时应将焊件与焊丝同时烧熔,使焊丝金属与焊件金属在液体状态下均匀地熔合成焊缝。
二、横焊操作技巧
横焊是在焊缝倾角为0°~5°、焊缝转角为70°~90°的对接焊缝焊接位置(图2-12(a))进行的焊接,或焊缝倾角为0°~5°、焊缝转角为30°~55°的角焊缝焊接位置(图2-12(b))进行的焊接。
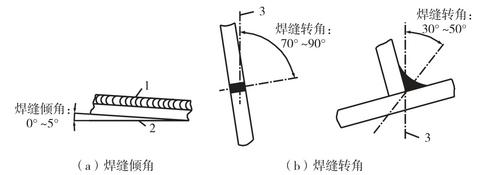
图2-12 横焊位置
1—焊道;2—水平面;3—垂直面
横焊操作时应与立焊一样使用较小的火焰能率来控制熔池温度,采用自右向左的焊接方法。焊炬应向上倾斜一定角度(与焊件保持65°~75°),使火焰气流直接朝向焊缝,利用气流的压力阻碍熔化金属从熔池中流出。焊炬一般不做摆动,在焊较厚焊件时,可做小环形摆动,使熔池略带一些倾斜,便于控制焊缝成形,同时能防止焊缝产生咬边、焊瘤以及未焊透等缺陷。
三、立焊操作技巧
立焊是在焊缝倾角为80°~90°、焊缝转角为0°~180°的焊接位置(图2-13)所进行的焊接。
立焊比平焊要困难一些,原因是熔池中的液体金属易往下淌。焊缝表面不易形成均匀的焊波。立焊时应采用能率比平焊时小的火焰进行焊接,并严格控制熔池温度,熔池面积和深度应该小一些。焊炬应沿焊接方向向上倾斜60°左右,借助火焰气流的压力来支承熔池,一般不做横向摆动,并随时做上下运动,使熔池有冷却的机会,以保证熔池受热适当。
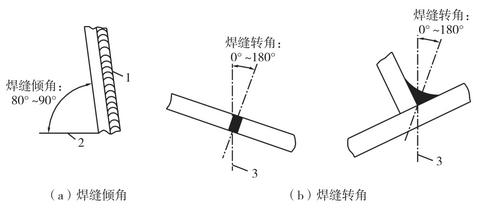
图2-13 立焊位置
1—焊道;2—水平面;3—垂直面
四、仰焊操作技巧
仰焊是在焊缝倾角为0°~15°,焊缝转角在165°~180°的对接焊缝或焊缝倾角为0°~15°、焊缝转角在115°~180°的角焊缝的焊接位置进行的焊接,如图2-14所示。
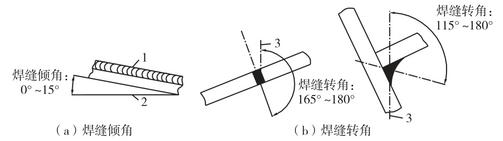
图2-14 仰焊位置
1—焊道;2—水平面;3—垂直面
仰焊是最困难的一种焊接位置,主要是液体金属容易往下流,因此操作时必须严格掌握熔池的大小和温度,要使液体金属始终处于较稠的状态,以防下淌。采用较细的焊丝,以薄层堆敷上去,用右焊法。焊炬与焊件应具有一定的角度。焊炬可做不间断的运动,焊丝应做月牙形运动,并始终浸在熔池内。











