
手工钨极氩弧焊设备,一般包括弧焊电源、控制系统、焊枪、供气系统和水路系统等,见图2-1,其中2-1(a)为普通手工钨极氩弧焊,2-1(b)为手工钨极氩弧焊自动送丝时的设备示意图。
手工钨极氩弧焊工艺流程如下:
1.焊接电源
手工钨极氩弧焊和手工电弧焊一样,需要具有下降特性的弧焊电源。因此,直流弧焊发电机、弧焊整流器及弧焊变压器等,都可作为手工钨极氩弧焊的弧焊电源。
在用交流弧焊电源时,必须解决以下两个问题。
(1)引弧困难,电弧不稳。钨极氩弧焊用弧焊变压器时,存在着引弧困难和电弧不稳的问题,这就需要采用振荡器和稳弧装置,来达到引弧和稳弧的目的。
(2)直流分量的影响。交流氩弧焊的极性是不断变化的,当钨极为负时,强烈发射电子,电流较大,电弧电压较低;反之,钨极为正时,电流较小,电弧电压较高。因此,正负半波的电流值不对称。焊接电流可以看出是由两部分叠加组成,一部分是真正的交流电,另一部分是直流电。通常把直流电部分称为直流分量。直流分量的方向是从焊件流向钨极,相当于焊接回路中存在着正极性直流电流,使电弧不稳,焊缝易出现未焊透、成形差等缺陷。目前,消除直流分量多采用串联电容器法,它具有能使交流电顺利通过而阻止直流电通过的特性。自动送丝焊枪如图2-1所示。
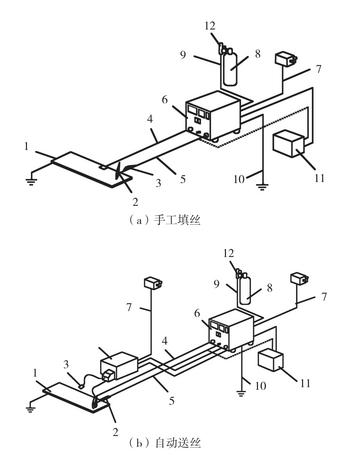
图2-1 手工钨极氩弧焊设备系统图
1—焊件;2—焊枪;3—焊枪开关;4—输出电缆;5—焊枪电缆;6—氩弧焊机;7—输入电缆;8—氩气瓶;9—气管;10—接地电缆;11—冷却水循环装置(采用水冷焊枪时使用);12—减压阀、流量计;13—自动送丝装置
2.焊枪
手工钨极氩弧焊用的焊枪主要由焊枪体、喷嘴、电极夹、焊接电缆、气管、水管(小规范时可以不用)、按钮开关等组成,其作用是夹持钨极,传导电流和输送氩气。
为使氩气的保护效果良好,焊枪应是径向进气,出气口采用圆柱形喷嘴,具有较长的导气道或加有“气筛”装置,以使氩气进入焊枪后,气流减速,均匀镇静,从而减少涡流,保持层流,提高保护效果。喷嘴根据不同的施工条件有不同的规格。手工钨极氩弧焊的焊枪种类很多,在定型产品中根据使用电流大小,有水冷式和气冷式之分。常用的水冷、气冷式焊枪,见图2-2。手工TIG焊(自动送丝)的焊枪形式见图2-3。
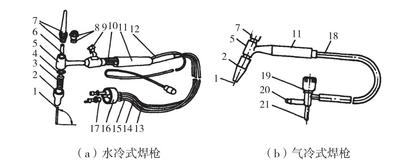
图2-2 氩弧焊焊枪种类及构造
1—钨极;2—喷嘴;3—导流件;4—密封圈;5—焊枪体;6—钨极夹头;7—盖帽;8—密封圈;9—船形开关;10—扎线;11—焊枪把;12—插头;13—进气管;14—出水管;15—水冷缆管;16—活动接头;17—水电接头;18—电缆;19—气开关手轮;20—通气接头;21—通电接头

图2-3 手工TIG焊(自动送丝)的焊枪形式
1—固定夹子;2—焊丝出口;3—送丝软管;4—焊枪
3.控制系统
手工钨极氩弧焊控制系统包括引弧装置、稳弧装置、电磁气阀、电源开关、继电保护及指示仪表等。通过控制线路实现对供电、供气、引弧与稳弧等部分的控制。其控制程序见图2-4。
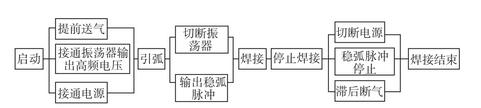
图2-4 手工钨极氩弧焊控制程序方框图
4.水路系统
当焊接电流超过200A时,为了提高电流密度和减轻焊枪重量,必须对焊接电缆、钨极和焊枪进行水冷。水路系统要求畅通无阻,并用水压开关或手动开关来控制冷却水的流量。水压开关与电源连接,当水压不足时,焊机不能启动,只有水量充足,水压开关才起作用。
5.供气系统
氩弧焊供气系统由气瓶、减压器、电磁气阀、气体流量计等组成。其作用是使钢瓶内的氩气按一定的流量,从焊枪的喷嘴送入焊接区。氩气瓶可以用氧气瓶代替,但必须进行清洗。气瓶应涂灰色,并以绿色标有“氩气”的字样。流量计常用的是玻璃转子流量计,也可采用减压器和流量计一体的浮标式流量计,其流量调节范围有0~15L/min和0~30L/min两种,可根据实际需要来选用。











