
1. 割炬的作用与分类
割炬是气割操作的主要工具,它的作用是将可燃气体与氧气以一定的比例和方式混合后,形成具有一定热量和形状的预热火焰,并在预热火焰的中心喷射切割氧进行气割。割炬的构造必须简单、重量轻、使用安全可靠。
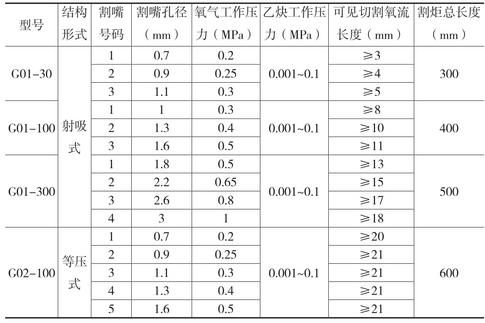
割炬按可燃气体和氧气混合的方式不同分为射吸式和等压式两种。目前国内两种形式割炬都有生产,但射吸式割炬使用较多。按用途不同可分为普通割炬、重型割炬以及焊割两用炬等,割炬的型号及主要技术数据见表1-4。
表1-4 割炬的型号及主要技术数据
2. 射吸式割炬
射吸式割炬是使用较广的一种割炬,其工作原理如图1-12所示。
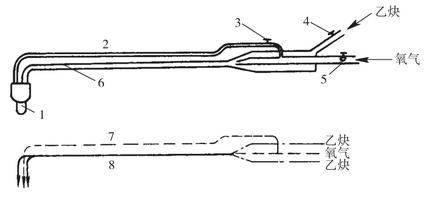
图1-12 射吸式割炬工作原理
1—割嘴;2—切割氧通道;3—切割氧开关;4—乙炔调节阀;
5—氧气调节阀;6—混合气体通道;7—高压氧;8—混合气体
气割时,先逆时针方向稍微开启预热氧调节阀,再打开乙炔调节阀,使氧气与乙炔在喷嘴内混合后,经过混合气体通道从割嘴喷出,并立即点火,经适当调节后形成所需的环形预热火焰,对割件进行预热。待割件预热至燃点时,逆时针方向开启高压氧调节阀,此时高速氧气流将割缝处的金属氧化并吹除,随着割炬的不断移动即在割件上形成割缝。
射吸式割炬的构造如图1-13所示。射吸式割炬的构造是以射吸式焊炬为基础的。割炬的结构可分为两部分:一是预热部分,其构造与射吸式焊炬相同;另一部分为切割部分,它是由切割氧调节阀、切割氧通道以及割嘴等组成。
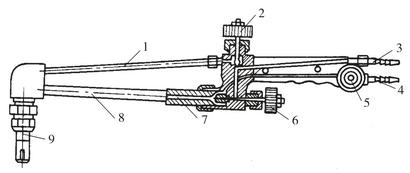
图1-13 射吸式割炬的构造
1—切割氧气管;2—切割氧气阀;3—氧气管;4—乙炔管;5—乙炔调节阀;
6—氧气调节阀;7—射吸管;8—混合气管;9—割嘴
割嘴的构造与焊嘴不同,见图1-14。焊嘴上的喷射孔是小圆孔,所以气焊火焰呈圆锥形;而割嘴上的混合气体喷射孔是环形或梅花形的,作为气割预热火焰的外形呈环状分布。环形割嘴用于G01-30、G01-100割炬;梅花形割嘴用于G01-100、G01-300割炬。
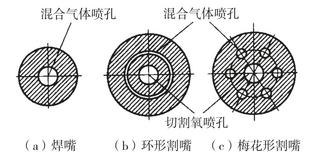
图1-14 焊嘴和割嘴的截面形状
3. 液化石油气割炬
由于液化石油气的燃烧特性与乙炔气不同,所以用液化石油气切割时应使用专门割炬,也可以将乙炔割嘴改造后使用。将乙炔割炬改造成适合液化石油气的割炬主要是扩大燃料混合气的喷口截面和扩大混合室预热氧喷嘴孔径,如图1-15所示。
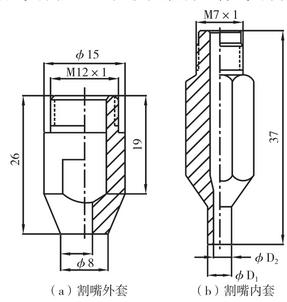
图1-15 乙炔割炬割嘴改进图
(1)扩大燃料混合气的喷口截面。这样改造可以降低喷口气体的流速。燃料混合气的流出速度太小,容易发生回火而熄灭,太大则会脱火而熄灭。合适的流出速度主要取决于燃料的燃烧速度,由于液化石油气与氧燃烧速度比乙炔与氧的燃烧速度小得多,所以乙炔割炬用液化石油气切割,必须扩大燃料混合气的喷口截面,降低其流出速度,防止脱火。例如2号乙炔割炬改用液化石油气切割时,环形割嘴可将环隙宽度(即D-D1,如图1-15所示)扩大到0.6~0.65mm;3号乙炔割炬可扩大环隙宽度(D-D1)0.65~0.8mm。
(2)扩大混合室预热氧喷嘴孔径。由于液化石油气完全燃烧所需要的氧气量比乙炔的需氧量大一倍多,所以必须扩大乙炔割炬的混合室预热氧喷嘴孔径,同时减少原乙炔阀门的入口孔径。例如2号乙炔割炬改用液化石油气切割,预热氧喷嘴孔径可由原来的0.7mm扩大为1mm,3号乙炔割炬可由0.8mm改为1.1mm。
液化石油气割炬可重新设计制造,但为设计及制造方便,液化石油气割炬全部零件及总体尺寸与同号乙炔割炬相同。只对其中三个部件加以适当改进,除扩大低压氧喷嘴孔径及燃料混合气喷口截面外,还扩大了射吸管圆柱部分的孔径。改造或重新设计制造的液化石油气割炬与同号乙炔割炬切割能力相同。
气焊割枪常用的有3种型号:
- 割炬G01-30 割嘴G01-30-1#、2#、3# 3种型号
- 割炬G01-100 割嘴G01-100-1#、2#、3# 3种型号
- 割炬G01-300 割嘴G01-300-1#、2#、3# 3种型号
- 后面的数字越大,割炬越长、割嘴越大,每个型号的割炬割嘴不能通用,割嘴的编号越大,其中心孔越大,割炬和割嘴越大,可以切割的板材越厚。











