
在生产中,利用可燃气体与助燃气体混合燃烧所释放出的热量作热源进行金属材料的焊接或切割,是气焊和气割加工常用的工艺方法之一。可燃气体的种类很多,目前气焊和气割工艺中应用最普遍的是乙炔气,其次是液化石油气。乙炔气与氧混合燃烧产生的温度可达3000~3300℃。在生产中,氧-乙炔焰常常被用来焊接较薄的钢件、低熔点材料及铸铁等,也常被用于火焰钎焊、堆焊以及钢结构变形后的火焰矫正等方面。氧-乙炔焰的气割在钢材的下料及坡口的制备方面,应用得就更为广泛了。气焊和气割一般用以下气体:
一、氧气
在常温常压下,氧是气态的,即氧气。氧气是一种无色、无味、无毒的气体,在标准状态下(温度为0℃,压力为0.1MPa),氧气的密度是1.429kg/m3。
氧气不自燃,但助燃。氧气的化学性质极为活泼,它能与自然界的绝大多数元素(除惰性气体外)相化合,这种化合作用称为氧化反应。氧气的化合能力随着压力的加大和温度的升高而增强。像工业中常用的高压氧气,如果与矿物油、脂肪及其他易燃物质相接触,就会发生剧烈的氧化而使易燃物自行燃烧,甚至发生爆炸,因此在使用时必须特别注意安全。
工业用的氧气是由空气制取的。氧气的纯度对于气焊气割工作的质量、工作进行的速度以及氧气本身的消耗量都有直接的关系。根据GB/T 3863—1995标准规定,工业用氧气可分为三个规格,即优等品纯度不低于99.7%;一等品纯度不低于99.5%;合格品纯度不低于99.2%,与优等品区别为一等品及合格品每瓶含游离水量不超过100mL。
二、乙炔
乙炔是一种无色而有特殊臭味的气体。在标准状态下,其密度是1.179kg/m3。乙炔是一种碳氢化合物,其分子式为C2H2。乙炔比空气轻,在常温常压下乙炔为气态,所以也称乙炔气。
乙炔是一种具有爆炸性的危险气体。当乙炔的温度超过300℃,且压力增加到0.15~0.2MPa时就容易发生爆炸。当乙炔在空气中的含量(按体积分数)在2.8%~81%的范围内,或者乙炔在氧气中的含量(按体积分数)在2.8%~93%的范围内所形成的混合气体,只要遇到明火都会立刻爆炸。
乙炔与铜或银长期接触后会产生一种爆炸性的化合物,即乙炔铜和乙炔银,当它们受到剧烈振动或者加热到110~120℃时就会引起爆炸,所以凡与乙炔接触的器具设备禁止用纯铜制造,只准用铜的质量分数不超过70%的铜合金制造。
乙炔爆炸时会产生高热,特别是产生高压气浪,其破坏力很强,因此使用乙炔必须要注意安全。如果将乙炔贮存在毛细管中,其爆炸性就大大降低,即使把压力增高到2.7MPa也不会爆炸。由于乙炔能大量溶解于丙酮溶液,利用乙炔的这个特性,将乙炔装入置有丙酮溶剂和多孔复合材料的乙炔瓶内贮存和运输。
三、液化石油气
液化石油气是裂化石油的副产品,其主要成分是:丙烷(C3H8)、丁烷(C4H10)、丙烯(C3H6)、丁烯(C4H8)和少量的乙烷(C2H6)、乙烯(C2H4)等碳氢化合物。如果将石油气加上0.8~1.5MPa的压力,就会变成液体,装入瓶中,便于贮存和运输。
液化石油气的几种主要成分均能与空气或氧气构成具有爆炸性的混合气体,但具有爆炸危险的混合物比值范围比乙炔窄,所以比使用乙炔安全些。由于石油气与氧气混合燃烧时的温度比乙炔与氧气混合燃烧的温度低,所以当液化石油气作为可燃气体,用于切割钢板时,切口表面光洁,棱角整齐,氧化铁渣易打掉,切口表面硬度和含碳量低于氧-乙炔气割,切割薄板时变形小。在切割时,由于液化石油气与氧燃烧速度低,因此要求割嘴有较大的混合气体喷出截面,降低流速,才能保证良好的燃烧。
各种燃气的物理化学性能见表1-1。
表1-1 各种燃气的物理化学性能
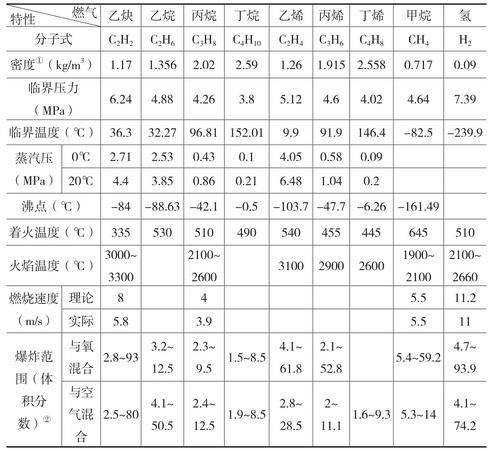
注:① 标准状态下;
② 15.6℃,0.1MPa情况下。











