
在气焊过程中,气焊丝的正确选用是很重要的,因为它被不断地送入熔池内,并与熔化的基体金属熔合形成焊缝。所以焊缝的质量在很大程度上和气焊丝的质量有关,为此必须给予重视。
气焊丝的化学成分应基本上与焊件相符合,保证焊缝具有足够的力学性能。焊丝表面应无油脂、锈斑及涂料等污物。焊丝应能保证焊缝具有必要的致密性,即不产生气孔及夹渣等缺陷。气焊丝的熔点应与工件熔点相近,并在熔化时不产生强烈的飞溅或蒸发。
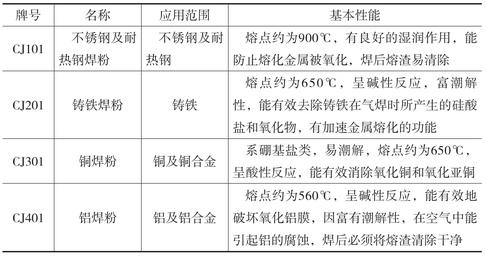
气焊时,为了防止金属的氧化及消除已经形成的氧化物,在焊接有色金属、铸铁以及不锈钢等材料时,通常须采用气焊用熔剂,气焊用焊剂的种类、用途及性能见表1-2。
表1-2 气焊用熔剂的种类、用途及性能
起化学作用的熔剂是由一种或几种酸性氧化物(或碱性氧化物)组成的,所以又分成酸性和碱性两种。如被焊金属产生的氧化物是酸性的,就采用碱性的熔剂中和它;相反,如被焊金属产生的氧化物是碱性的,就采用酸性的熔剂中和它。酸性氧化物和碱性氧化物中和后形成低熔点的盐类。
在气焊前,气焊熔剂可以直接撒在焊件坡口上,或蘸在气焊丝上加入熔池。在高温下,它与金属熔池内的金属氧化物或非金属夹杂物相互作用生成熔渣。同时,由于生成的熔渣覆盖在熔池表面,而把熔池与空气隔绝开来,这就防止了熔池金属在高温时被继续氧化,从而改善了焊缝金属的质量。











