
焊接不锈钢与焊接碳钢有很大不同,如果操作不当可能会导致晶间腐蚀,热裂纹和应力腐蚀开裂等问题。最适合焊接的不锈钢通常在奥氏体系列中。焊接奥氏体304不锈钢时,304级具有较低的碳,具有添加的稳定剂,这有助于阻止晶间腐蚀。诸如430级或439级的铁素体不锈钢也易于焊接,双相不锈钢也是如此。马氏体不锈钢通常不适合焊接,但是,可以焊接一些碳含量较低的马氏体不锈钢。对于沉淀硬化不锈钢,应注意确保在焊接过程中不损害原始机械性能。焊接不锈钢的过程取决于材料的厚度和光洁度,以及不同焊接方法的使用。
三种最常见的不锈钢焊接方法
不锈钢加工工艺中最常使用三种不锈钢焊接方法,它们是手工焊接(MMA),MIG / MAG焊接和TIG焊接:
1.手工焊接(MMA):手工焊接是一种非常常见且易于使用的焊接方法。电弧的长度由人手调节,并由电极和工件之间的间隙的大小决定。同时,当用作电弧载体时,电极也是焊接填充材料。这种焊接方法简单,可用于焊接几乎任何材料。对于户外使用,即使在水下使用,它也非常适应。大多数电焊工可以进行TIG焊接。在电极焊接中,电弧的长度由人手确定:当您更改电极和工件之间的间隙时,您还可以更改电弧的长度。在大多数情况下,焊接使用直流电,并且电极既用作电弧载体又用作焊接填充材料。电极由合金或非合金金属芯线和电极条组成。该层保护焊缝免受空气影响并稳定电弧。它还会形成熔渣层并保护焊缝不会形成熔渣层。电极可以是钛电极或坚固的电极,由药物决定。皮肤的厚度和成分。钛电极易于焊接,焊缝平整美观。此外,炉渣易于清除。如果电极存放很长时间,必须重新烘烤。因为空气中的水分会迅速积聚在电极中。

2. MIG / MAG焊接:这是一种自动气体保护焊接方法。在该方法中,电弧在保护气体的屏蔽下在电流载体线和工件之间燃烧。由机器供给的电线充当电极并在其自身的电弧下熔化。由于MIG / MAG焊接方法的多功能性和特殊性,她仍然是世界上最广泛的焊接方法。它用于钢,非合金钢,低合金钢和高合金基材料。这使其成为生产和维修的理想焊接方法。焊接钢时,MAG可以满足厚度仅为0.6 mm的薄规格钢板的要求。这里使用的保护气体是反应性气体,例如二氧化碳或混合气体。唯一的限制是,在进行室外焊接时,必须保护工件免受潮湿影响,以保持气体的效果。MIG焊接是一种半自动工艺,如果正确完成,可以很好地连接两块不锈钢。该过程使用富氩保护气体和实心线电极。MIG焊接很受欢迎,因为它允许焊工使用脉冲电流源,这可以更容易地焊接复杂的不锈钢项目上难以触及的点。其他气体混合物,包括具有氦气,氧气和二氧化碳的气体混合物,通常用于稳定电弧并改善焊接质量。

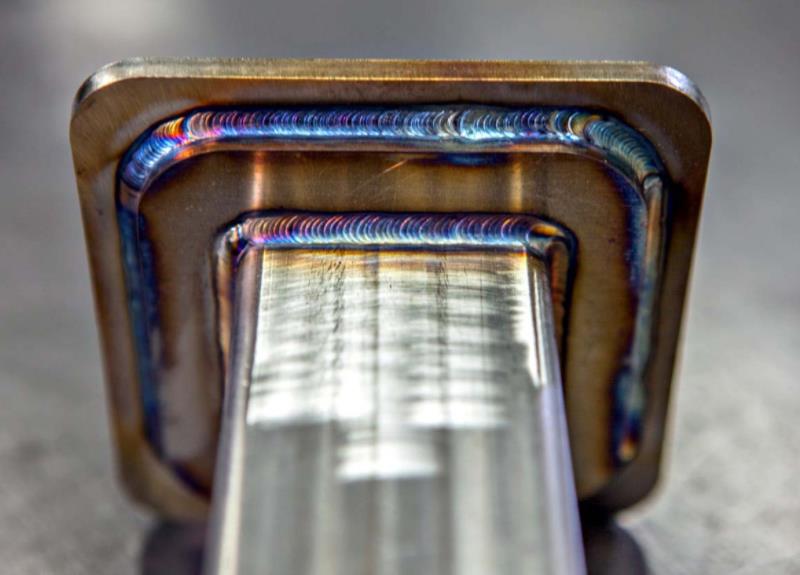
3. TIG焊接:在耐火钨丝焊丝和工件之间产生电弧。这里使用的保护气体是纯氩气,供应的焊丝不带电。电线可以手动或机械输送。还有一些不需要喂线的特定用途。要焊接的材料决定是使用DC还是AC。当使用直流电时,钨焊丝设置在负极上。由于它具有深穿透能力,因此适用于不同类型的钢,但对焊池没有任何“清洁效果”。 TIG焊接方法的主要优点是可以焊接的材料种类繁多。包括厚度为0.6mm或更大的工件,包括合金钢,铝,镁,铜及其合金,灰铸铁,普通干燥,各种青铜,镍,银,钛和铅。主要应用领域是薄和中厚工件的焊接,这些工件在较厚的部分上用作焊接根部焊缝。TIG具有高品质,多功能性和长寿命,是最常用的焊接工艺。这种焊接工艺产生的热量输入较低,因此非常适合薄材料。氩气通常与其他气体混合,具体取决于具体项目的需要,包括氦气,氢气和氮气。为了防止氧化并提高耐腐蚀性,可以使用单面焊接工艺在内部和外部焊缝之间产生惰性背衬气体保护。

哪种不锈钢焊接方法最好?
为您的项目选择合适的不锈钢焊接方法实际上取决于您正在寻找的品质。如果您正在寻找更实惠的焊接,点手工焊接可能是这项工作的最佳选择。但如果我们使用的材料很薄,那么TIG或钨极电弧焊可能是更好的选择。

如何避免焊接的时候变形
当您焊接不锈钢时,要确保在焊接前彻底清洁钢材。由于铬含量高,您必须清洁不锈钢。如果在表面上使用钢丝刷,它应该是干净的。这将消除任何铬堆积,油脂,油,油漆和污垢。在能够正确焊接之前,必须确保不锈钢完全没有任何碎屑。
焊接不锈钢时应始终使用低热量。大多数情况下,不锈钢是非常薄的板材,如果你不使用低热量焊接它就容易变形。从冷却设置开始,然后如果需要更强的焊接和更好的穿透,则缓慢加热。不锈钢板需要像汽车车身板一样焊接。将它们焊接在几个地方,然后再填写。这样可以减少变形的可能性,您可以轻松确保所有内容都正确对齐。另一种避免钢材变形的方法是在短时间内焊接三到四秒钟。然后,停止并让钢冷却,然后再次焊接。











